1.1. ÖRME TEKNOLOJİSİ
Örme; iplikten ilmek oluşturulması ve bu ilmeklerin birbirine bağlanması işlemine denir. Örme işlemi şiş, tığ, iğne gibi özel araçlar kullanılarak ilmek oluşturulmasıyla elde edilen, bu ilmeğin daha önce oluşmuş ilmeklere bağlanmasıyla elde ettiğimiz kumaşlara örme veya triko kumaşlar denilmektedir.
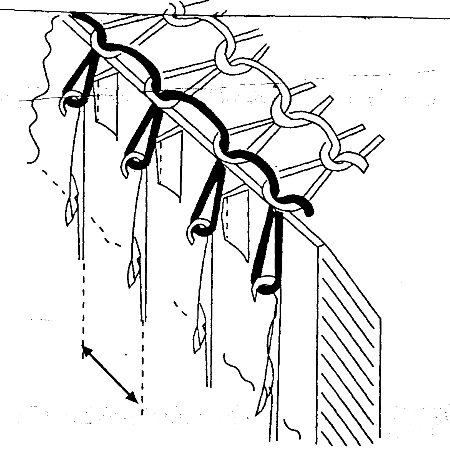
İplikler örülen kumaş genişliğince ilmek yapıyorsa bu sisteme atkı örme sistemi, eğer kumaş boyunca ilmek yaparak birbirine bağlanıyorsa bu sisteme çözgü örme sistemi denmektedir. Atkı örme sisteminde kumaş tek tek bir ipliğin kendi arasında bağlantı kurmasıyla oluşmaktadır. Çözgülü örme sisteminde ise kumaş çözgü yönünde bir dizi ipliğin birbiriyle arasında bağlanmasıyla oluşur.
Örmecilik, teknik ifade ile tek veya çözgülü ipliklerin örücü ve yardımcı elemanlar vasıtasıyla temel örgü elemanları haline getirilmesi, bunlar arasında da yanyana ve boylamasına bağlantılar oluşturması ile bir tekstil yüzeyi ve dokusu elde etme işlemidir.
Türkçe de ‘Örme” karşılığı olarak; latinceden “Triko”, Almanca “Stick” ve “Wirk’, İngilizce “Knitting”, Fransızca “Mille”, deyimleri dünyada kullanılmaktadır. Buna ek olarak örmenin dokuma, keçeleştirme (Nonwoven), dikişli örme (Nawirk), işlemcilik gibi yüzeysel ve doku oluşturma teknikleriyle yakın işlem birliğinin mevcut ve uygulanır olduğuna da işaret etmek gerekir. Kapsam itibariyle örmecilik bugün çok geniş bir tabana yayılmış olup, iç giyim, dış giyim, dekorasyon ve çeşitli teknik amaçlar ve tıpta kullanılabilmektedir.
1.2. ÖRMECİLİK TARİHÇESİ
Örmeciliğin insanoğlunun örtünme ihtiyacı hissedildiği zamanda başladığı ve günümüze kadar toplumların zevk ve ihtiyaçlarına cevap verecek şekilde geliştiği söylenebilir. Örme işleminin dolayısıyla örme dokularının ortaya çıkması, insanlığın ilk ilkel teknik uğraşıyla çağdaş kökenli olduğu kabul edilmektedir. Değişik kaynaklar M.Ö. 5-6 yy arasında ve Orta Asya Türkleri ve Mısırlılar tarafından aynı zamanlarda ortaya çıkarıldığı kaydedilmekte, ayrıca örücü ilk elemanın da bugün hala kullanılan basit şiş, tığ, mil adlarıyla tanıdığımız araçları kullandığı belirtilmektedir. XVI. yy da örülmüş eşyaya karşı talebin hızla artışı örmenin mekanikleşmesi için itici bir güç olmuştur.
Örgüden yapılmış giyim eşyalarının geçmişi oldukça eskiye gitmektedir. Almanya’nın Frankfurt kentinde eski kayıtlarda 1365’de “Örgücü Katherine” adlı bir kadının ve 1484’de “Örgücü Hans” adlı bir erkeğin adına rastlanmaktadır. 1475-1524 yılları arasında aynı kentte örücülerden “Haubenstricker” olarak söz edilmektedir. Almanya’daki buxtehuder kilisesinin mihrabi için 1405’de ressam Betram tarafından yapılmış bir tabloda Meryem Ana’nın elindeki dört örgü şişi ile dizi dibinde oynamakta olan küçük Hazreti İsa için bir elbise ördüğü görülmektedir. 1500’de ressam Stoss tarafından yapılmış olan dinsel nitelikli başka bir tabloda da Meryem Ana’nın çatallı bir iğnesi ile geniş ilmekli bir file işi örgü yaptığı görülmektedir. Bu kanıtlar XİV. yüzyıldan başlayarak örgü işi giyim eşyalarının yaygın olarak üretildiğini göstermektedir.
Örgü makinesi 1589’da İngiltere’de Notthingham yakınındaki Culverton köyünün papazı olan WİLLİAM LEE tarafından bulunmuştur. Çalışması dokuma tezgahına oranla çok daha karmaşık olan bu makine pedal ve kasnakla çalışan ve dakikada 600 ilmek atarak şaşırtıcı bir hızla ördüğü belirtilmiştir. Makinenin her bir ilmek için ayrı bir iğnesi vardır. Başlangıçta yalnız düz yüzeyler üretilmiştir. Örülen yüzeylerin kenarlarının dikilmesiyle çorap elde ediliyordu. Zamanla Lee belirli biçimlerde parçaların örülebilmesine olanak sağlayan bir sistem geliştirdi. LEE makinesi için Kraliçe Elizabeth veya Kral 1. James’den kendisine tekel sağlayan bir patent almıştır. 1805 yılında JUSEPH MARİE JACOUARD tarafından bulunan kart kontrolü kumanda donatımının gelişmesinde yeni dönemin ilk basamağı olmuştur.
1853 yılında MATTHEW TAWSAND tarafından kancalı örme iğnesi geliştirilmiştir, 1857 yılında da ARTHUR PAPET bu iğneyle donatılmış ilk düz örme makinesini yapmıştır. 1963 yılında İSSAC W. LAMB tarafından düz örme makineleri ekonomik üretken hale getirilmiştir.
Düz örme makinelerinde en büyük gelişme kumanda donatımında olmuştur. Önceleri elle verilen hareketlerle gerçekleştir ilen desenler, zincirlerle otomatik olarak daha sonra aynı prensiple mekanik kart kontrollü olarak gerçekleştirilmiştir.
Birinci dünya savaşından sonra hızla ortaya çıkarılan yapay elyaf ve ipliklerinde etkisiyle makineleri, yeni örme metodları ve örgü örme
örgütleri, dolayısıyla da örmecilik endüstrisi süratle gelişmiştir.
İkinci dünya savaşından sonra yeni bir sıçrama ile son yılların hızlı gelişmeleri: hem mekanik, hem elektronik esasa dayalı olarak meydana gelmesi bu alandaki gelişmeleri arttırmıştır. Son otuz yılda elektronik sanayinin de süratle gelişmesi ve her alana kadar yayılması örmeciliğe de yansımıştır. Çeşitli otomatik kontrol ve güvenlik donatımlarının yanı sıra ikaz sistemleri hala payını azaltmış ve üretimin artmasına yol açmıştır. Optik okuyucular ve renk seçiciler sayesinde desenlendirme alanına da giren elektronik çok geniş desenlendirme kolaylığı ve çeşitliliği sağlamış, yüzey doku kalitesi yönünden de verimli ufuklar açmıştır. Böylece örmecilik ile zamanından beri dokuma ile rekabetine ilave olarak şimdi kendi bünyesinde olan örme metodlar; arasındaki amansız çekişmeyle da daha çok gelişmeye elverişli bir kimlik kazanmıştır.
Örme tekniği ile kumaş üretimi 1950 ve 1960’lı yıllarda artmaya başladı ve buna paralel olarak ta örme makineleri geliştirildi. 1967 yılında örme teknolojisindeki güvenirlik ve gelişim doruğa ulaşmıştır. Bu dönemde dokumacılığın giderek ortadan kalkacağı ve yerine örmeciliğin alacağı ileri sürülmeye başlandı. Bu dönemde sentetik elyaftan yapılan ipliklerdeki gelişme örme makinelerinin yayılmasına büyük ölçüde yardımcı olmuş ve örme teknolojisi dokumanın rakipsiz sayıldığı erkek üst giysisi alanını ele geçirmeye başlamıştır. Dokunmuş kumaşların arka plana itilmesi dokuma makineleri üzerindeki çalışmaları da olumsuz etkilemiş, çalışmalar örme makinelerinin gelişmesine ve üretim hızlarının arttırılmasına kaymıştır.
Ancak 1975 yılında dokunmuş kumaşlar yeniden önem kazan maya başlamış, ev kadınlarının yeniden dokunmuş ürünlere yönelmesi sonucunda dokumacılık kaybettiği pazarları yeniden kazanmaya başlamıştır. Tekstil yüzeyleri arasında 1970 yılına kadar %11 yer tutan örme dokular, sonraki yıllarda hızlı bir gelişmeyle
%17’e çıkmıştır. 1970-75 yıllarında dokuma malzemelerindeki %1-
7’lik artışa karşın %293 olarak gerçeklemiştir.
1.3. ÖRMECİLİĞİN SINIFLANDIRILMASI
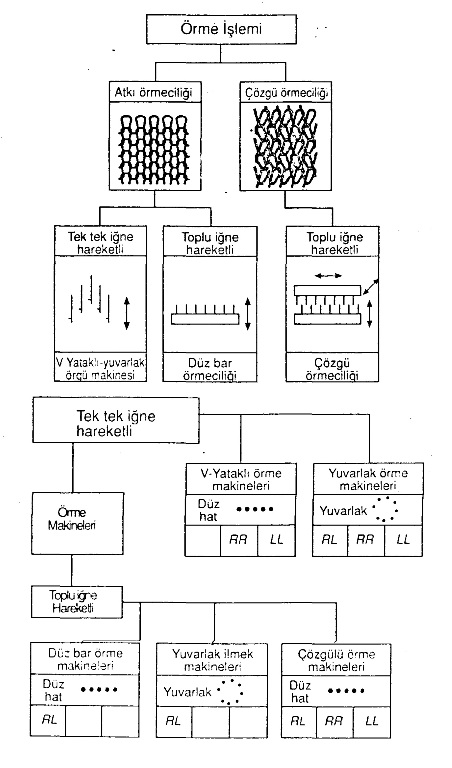
TABLO 1: ÖRMECİLİĞİN SINIFLANDIRILMASI
1.4. ÖRME MAKİNALARINDA KULLANILAN İĞNELER
Örme makinelerinde makinenin konstrüksiyonuna göre 4 tip iğneden biri kullanılır. Bu iğne çeşitleri şunlardır:
- Kancalı uçlu
- Bileşik iğne
- Esnek uçlu iğne
- İki ucu kancalı iğne
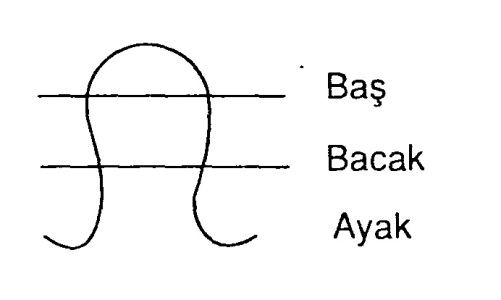
Örme iğneleri 3 temel bölümden oluşur:( ŞEKİL 1)
1. Baş : İpliğin şekil alarak ilmek oluşturduğu kısım.
2. Gövde : İğnenin sarsıntısız ve düzgün olarak hareketini sağlayan kısım.
3. Ayak: İğnenin hareket almasını sağlayan kısımdır (topuk).
İğneler; bazı makinelerde gövde kısmının durumuna göre, “uzun iğne” ya da “kısa iğne” adını alır.
Yapıları bakımından, kullanılan bütün iğneler, hassas, düzgün yüzeyli, sürtünmeye ve aşınmaya dayanıklı, yapıda olmalıdır. İğne yataklarının zarar görmemesi için iğne malzemeleri, iğne yatağından daha yumuşaktır.
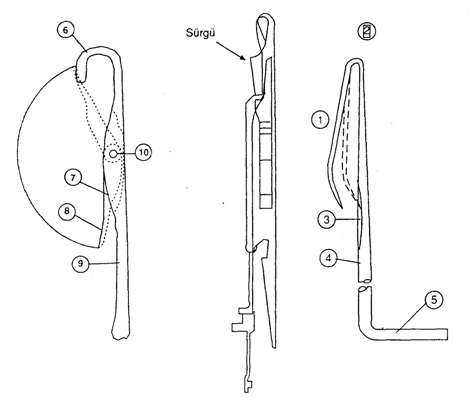
ŞEKİL 1: Örmede Kullanılan İğneler
1.5. ÖRMEDE DOKU-DESEN
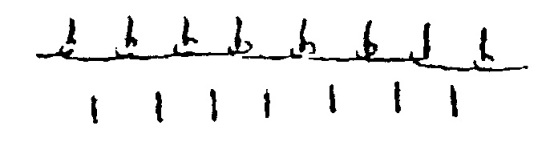
Örme yöntemi ile kumaş yapımı, iğnelerin hareketi ile oluşturulan bir yandan da birbirlerine bağlanmaları ile gerçekleştirilmektedir. Dokuma yönteminden farklı olarak kumaş tek bir dizi ilmekler yaparak bir örgüyü oluşturması ile meydana gelmektedir. Şekilde görüldüğü gibi eğer bu iplikler kumaş emince ilmek yapıyor ise bu sisteme “atkı örme sistemi’ denir . Kumaş boyunca ilmek yapıyor ise buna da “çözgü örme sistemi” denir.
Bir atkı örme yüzeyinin (dokusunun) oluşabilmesi için ipliğe iğne yardımı ile iğnenin hareketine göre verilebilen şekiller üç tanedir. Bunlar; ilmek, askı ve atlamadır. En önemlileri ve esas örgü bağlantısını sağlayan ise ilmektir. İlmeksiz bir örme dokusu oluşturmakta mümkün değildir. Diğer askı ve atlama iplik hareket şekilleri ise yalnız başlarına bir doku oluşturamadıklarından, ancak ilmek ile birlikte yapılarak örgünün yapısına ve yüzeyine, görünüm, şekil, stabilite ve tutum değişikliklerine etki ederler.
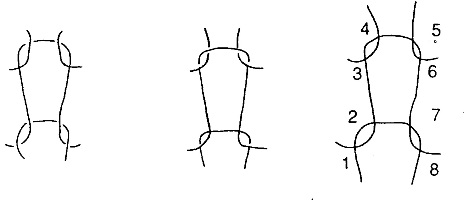
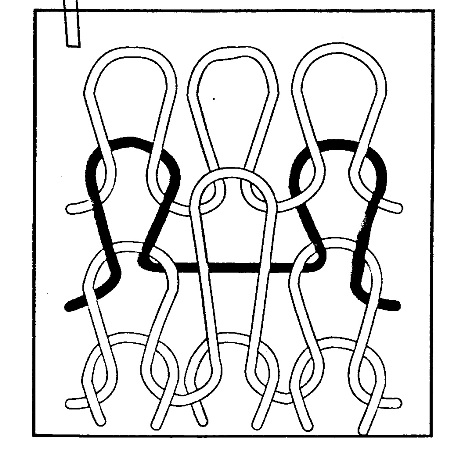
ŞEKİL 2: İLMEĞİN KISIMLARI
Şekil 2’de ilmek fiyongu, yani bağlanmamış bir ilmek şekli ve bunun kısımları belirtilmiştir. Yalnız bir tek itmek örgünün yani dokunun en küçük ünitesidir. Fakat diğer ilmekler ile bağlantı yapmadan bir doku meydana getirmesi de söz konusu değildir. İlmeğin diğer alttaki ve üstteki ilmekler ile bağlantısında ayak ve baş kıs dörder yerde olmak üzere sekiz bağlantı yeri vardır.
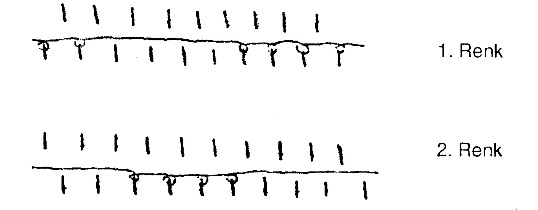
ŞEKİL 3: TERS VE DÜZ İLMEK YAPISI
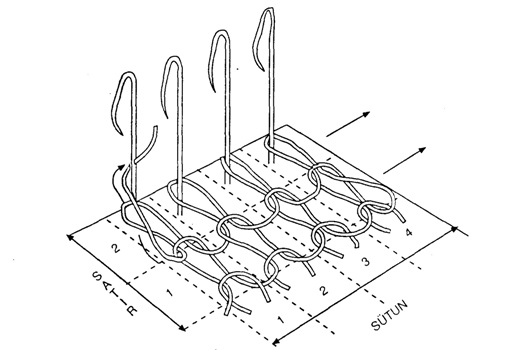
ŞEKİL 4: ATKILI ÖRME
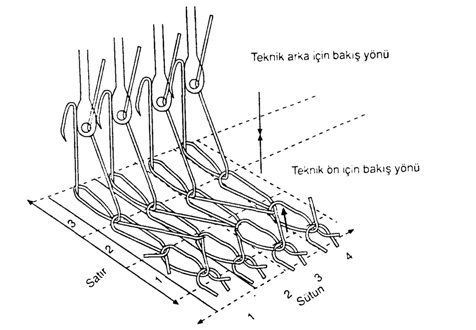
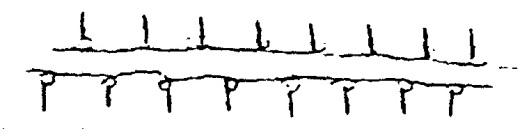
ŞEKİL 5: ÇÖZGÜLÜ ÖRME
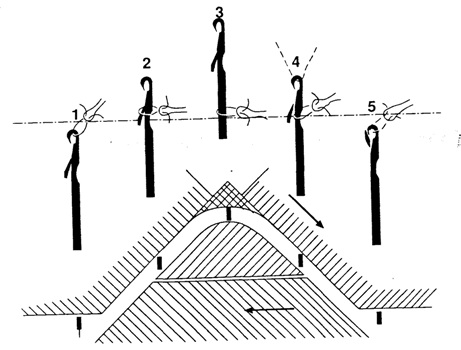
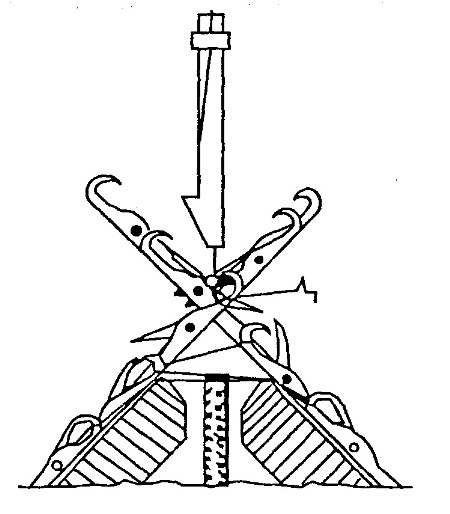
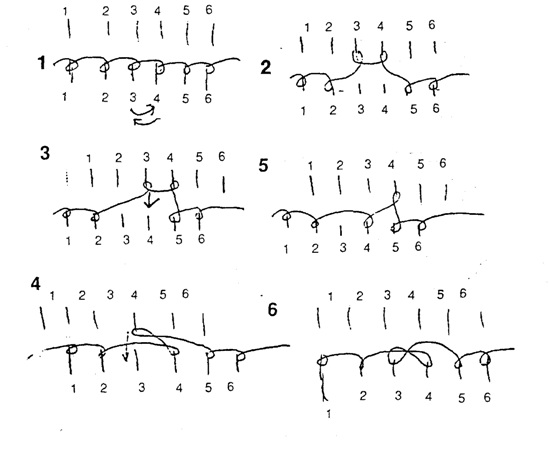
ŞEKİL 6: İLMEĞİ OLUŞUM AŞAMALARI
Pozisyon 1: iğne kilit kanalına girmeye başlamıştır.
Pozisyon 2: Kanal içine giren iğne yükselmiş ve ilmek iğne dilinin üzerine inmiştir.
Pozisyon 3: İğne en üst konumda olup, ilmek iğne gövdesine düşmüştür.
Pozisyon 4: İğne kanal içinde aşağıya doğru inerken, kancasına yeni takılan ipliği de çeker.
Pozisyon 5: İğne kanal içinde aşağıya indiğinde, gövdedeki kancayı kapatarak, yeni yatırılan ipliğin üzerinden aşmış ve yeni bir ilmek oluşmuştur.
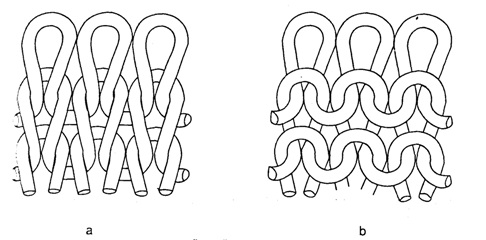
Şekil 18’de askı elemanın oluşumu ve görünüşü verilmiştir. İğnenin önceki ilmeği aşağı düşürmeden yeni bir iplik yatırımı olabildiği. yarım çalışma hareketi ile elde edilir.
Önceden oluşup uzayan ilmek dokunun boyuna esnekliği kısmen de olsa azalır. Aynı şeklinin verilmesiyle örgü yüzeyinde görünüş değişikliği (gözenekler) oluşur. Enine yönde bir gevşeme meydana gelir.
Şekil 19’da atlama şeklinin en basit örneği verilmiştir. İğnenin çalıştırılmaması veya iptal edilmesi, çıkarılması ile hareketsiz durum da iplik şekillenmeyeceğinden, enine yönde düz geçer. İplik şekillenmediğinden dolayı da az iplik sarfiyatına neden olur.
Askı ve atlamanın uygulamasında % 50 oranı geçmemek gerekir.
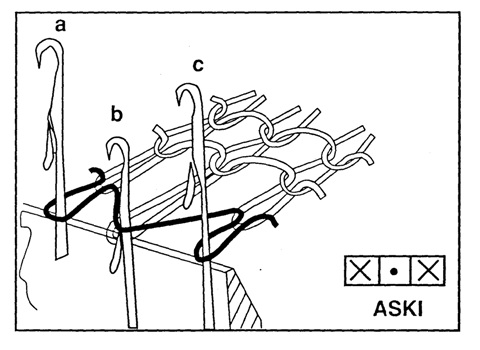
ŞEKİL 7: ASKI
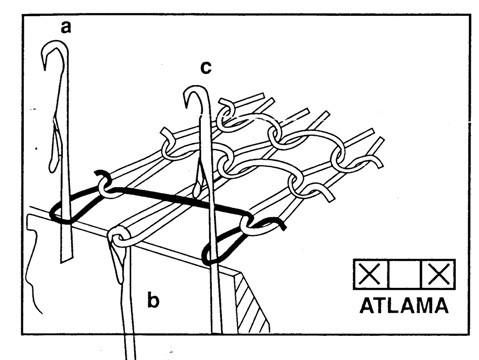
ŞEKİL 8: ATLAMA
2-örme kumaş örgüler
2-1 SÜPREM
Süprem en basit ve en çok kullanılan örgü türüdür. Tek plakalı ve bütün iğneler dolu olarak çalışır. Kumaşın yüzünde R (düz ilmek) ilmek, tersinde ise L (sol ilmek) ilmek gözükür. Esnek bir yapıya sahiptir.Serbest bırakıldığında kenar kıvrımları ve may dönmesi olabilir. Dengesiz bir örgüdür.
Gri melanj, süprem, ağır süprem, ringelli süprem, Jakarlı süprem çeşitleri vardır.
2-2 RİBANA
İki katlı bir örgüdür, kumaşın ön ve arka yüzü aynıdır. Çift plakalı makinelerde örülür. Elastik yapıdadır, kenar kıvrımları ve may dönmesi görülmez. Dengeli bir örgüdür. Kazaklarda bel lastiği, yaka lastiği, atlet v.b. yapılır.
2-3 KAŞKORSE
Çift plakalı makinelerde örülür. Ribanaya benzer olarak üretilir. Çift katlı bir kumaştır. Her iki yüzünde de R ilmekler görülür.
2-4 İKİ İPLİK
Dört sistemden meydana gelen, tek plakada silindir iğne grubu çalışan makineda üretilir. Bu örgüde iki farklı numarada iplik kullanılır. Kumaşın yüzünde ince numara iplik, arkasında kalın numara iplik kullanılır. Genellikle erkek, bayan ve çocuk üst giyiminde sweat -shirt ve eşofmanlık olarak kullanılır.
2-5 ÜÇ İPLİK
Tek plakalı yuvarlak örme makinelerinde üretilir. Süprem makinelerinden farkı mekik, iğne, platin ve kilitlerin yapı ve dizilişlerinin üç iplik özel olmasıdır. Aynı numarada kullanılan iki iplik biri emin ipliğini, diğeri ise dolgu görevini yapar. Üçüncü iplik ise ara iplik olarak çalışır ve diğerlerinin numarasından kalındır. Kumaşın tersinde iplik atlamalar şeklinde görülür.
2-6 İNTERLOK
Çift plakalı iç içe geçmiş ribana örgüsüdür. Ribanaya oranla daha az esnektir. İnterlok örgü yapımında iki farklı iğne kullanılır. Bu iğnelerden bir tanesi, diğeri ise uzundur. Karşılıklı olarak dizilmiş bu iğnelerden önce kısalar çalışır uzunlar çalışmaz, sonra uzunlar çalışır kısalar çalışmaz. İşlem bunun tam tersi olarak da yapılabilir.
2-7 LAKOST
Tek plakada silindir iğne grubu ile çalışan makinelerde üretilir. Yazlık bayan, erkek ve çocuklar için polo yakalı klasik lakost tişört yapımında kullanılır. Tek toplama lakost örgüsü 4 ayrı kilit ile, çift toplama lakost örgüsü ise 6 ayrı kilit hareketi ile meydana gelir.
3- Düz örme ve düz örmede kullanılan makineler
3-1- DÜZ ÖRME MAKİNALARINDA ELDE EDİLEN YÜZEYLER VE İĞNE YATAKLARI
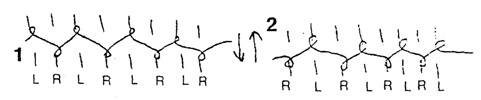
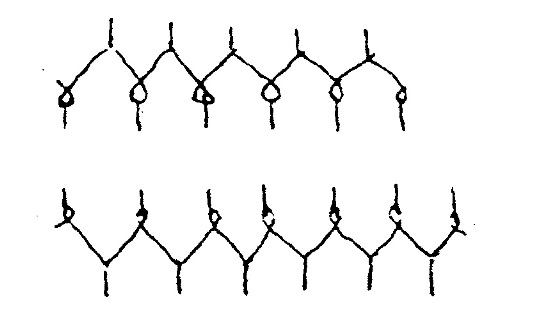
Düz örme makinelerin da elde edilen yüzeyler üç farklı yapıdadırlar. Bunlar; tek iğne yataklı makineler da elde edilen RL yapılar, çift iğne yataklı RR yapılar ve yine iki ucu kancalı iğnelerin kullanıldığı çift plakalı LL yapılardır.
Düz örgü adı verilen RL yapılar en basit örme yüzeyi yapısıdırlar. RL yapılara ön yüzden bakıldığında ilmek bacakları bağlantı yaptıkları diğer ilmekleri başları üzerindedir. Arka yüzden bakıldığında ise tam tersi bir görüntü yani ilmek bacakları bağlantı yaptıkları diğer ilmeklerin başları altındadırlar (Şekil 9), Düz örgünün ön ve arka yüzeyleri farklı görünümdedir. Örgü içindeki iplikler dengelenmiş olduğundan düz örgü dengeli değildir ve bu neden ile kenar kıvrımları meydana gelir. Düz örgü esnek bir yapıya sahiptir.
Bir örgü yapısının boyutsal ve fiziksel analizi, o örgünün birim örgü elemanının şeklinin, başka elemanlara bağlanma yerlerinin ve fiziksel özelliklerinin bilinmesi ile mümkündür.
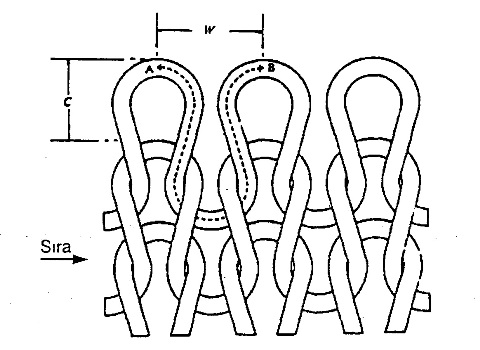
Düz örgünün birim örgü elemanı sadece bir ilmek olduğundan bu ilmeğin parametreleri düz örgü parametreleri olup, bunlar aşağıda verilmiştir. (Şekil 8)
1. İlmek İplik Uzunluğu (1): AB Bir ilmekteki iplik uzunluğunun, iplik eksenindeki ölçümüdür.
2. Çubuk Açıklığı (w): Bir örgü kumaş parçasının boyunun, 0 kumaşta bulunan sıra sayısına bölümüdür. Sıra açıklığının geometrik anlamı, bir ilmeğin kumaş yüzeyinde etkisi olan yüksekliği olup, her ilmek sırasının kumaş boyunu arttırma miktarını verir.
3. Çubuk Açıklığı (w): Bir örgü kumaş parçasının eninin, bu ende bulunan çubuk sayısına bölümüdür.
4. İlmek Alanı (N): Bir ilmeğin kumaş yüzeyinde kapladığı alandır.
N= cxw Deneysel çalışmalarda b,c ve d şıklarındaki tanımların yerine aşağıda verilen parametrelerin kullanımı daha yaygındır.
5. Birim Kumaş Boyundaki Sıra Sayısı (cpc): cpc=1/c (cm)
6. Birim kumaş enindeki çubuk sayısı
7. İlmek Yoğunluğu (s) : sşcpc x wpcş 1/N (cm2)
ŞEKİL 9: İLMEĞİN ÖRGÜ KUMAŞ YAPISINDA GÖRÜNÜMÜ
ŞEKİL 10: DÜZ ÖRGÜDE ÖN VE ARKA GÖRÜNÜŞ
3-1-1 RİB ÖRGÜLER VE ELDE EDİLMESİ (RR ÖRGÜLER)
Rib örgüler (Ribana ya da lastik örgüler olarak adlandırılan örgüler) R ve L ilmeklerin yan yana yada gruplar halinde atkı yönünde yer aldığı yapılardır. Bu tür yapılarda yan yana bulunan R ilmek ile bir L ilmek aynı düzlemde kalamazlar. Atkı yönünde sıkışma olduğundan iki katlı bir örme yapısı oluşur ve Rib örgülerde RR ilmekler yan yana gelirler. Bu neden ile Rib örgülere “RR Örgüler” de denir.
Rib örgüler, çift yataklı örme makinelerinde oluşturulur. Bunlardan birisi V yataklı düz örme makinesi olup, yataklar birbirlerine göre ters V şeklinde hareket ederler. Yataklara bağlı iplik kılavuzu ile birlikte hareket ederler. Yataklara birbiri arasından geçebilecek şekilde yerleştirilen iğneler, birlikte yükselir ve iplik kılavuzundan sıra ile ipliği alırlar. Tekrar aşağıya iner iken, hem ön hem de arka yatak da ilmek oluşmasını sağlarlar. Böylece çift katlı örme kumaş oluşur.
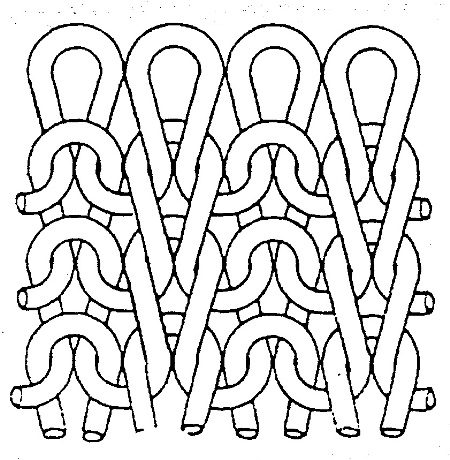
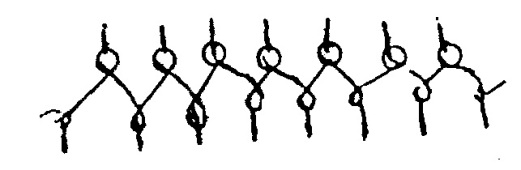
ŞEKİL 11: RİB ÖRGÜNÜN GENEL GÖRÜNÜŞÜ
Şekil 12: V Yataklı Düz Örme Makinesinın Kesit Görünüşü
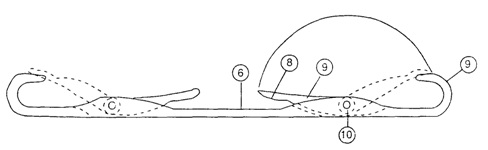
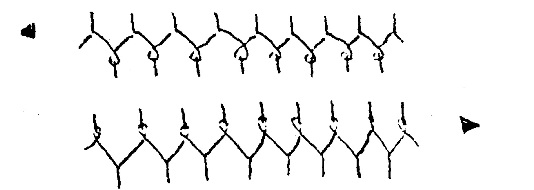
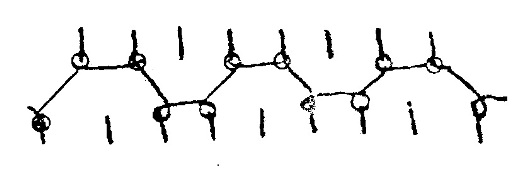
3-1-2.HAROŞA (LL ÖRGÜ) ÖRGÜ VE ELDE EDİLMESİ
İki iğne yatağının karşılıklı olarak düzenlendiği haroşa örgü makinelerinde, iki ucu kancalı iğneler kullanılır. İğnelerin ön ve arka yatak da transferi ile kumaş oluşturulur. İğneler, her iki yatakta bulunan platinlerden, platinler ise kilit mekanizmasından hareket ederler.
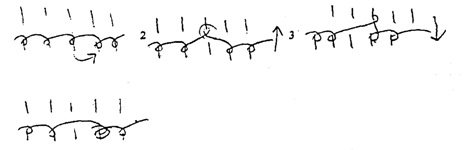
Haroşa örgüsü olan, l x l haroşa örgüsünün oluşması için gerekli iğne transferleri Şekil: de verilmiştir.
Ø Pozisyon 1 iğne ön yataktadır
Ø Pozisyon 2 Ön ve arka yataktaki platinler ortaya doğru sürülürken, iğne de ön tarafa doğru ilerler. Bu sırada doku iğnenin kancasını aşarak gövdeye düşer.
Ø Pozisyon 3 Arka yataktaki platin iğneyi yakalayarak çeker. Bu sırada iğnenin diğer kancasına iplik yatırılmıştır.
Ø Pozisyon 4 İğne tamamen arka yatağa transfer olmuş, iğnenin gövdesindeki eski ilmek yani yatırılan ilmek üzerinden aşarak, yeni bir ilmek oluşturmuştur. Ve bundan sonra iğne aynı şekilde ön yatağa transfer edilirken, birinci sırada oluşturulan ilmeklere ters yönde ilmekler meydana gelecektir.
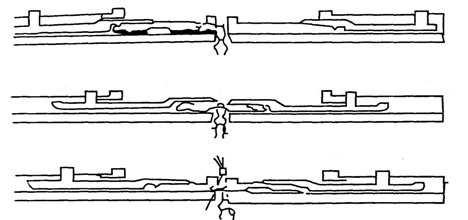
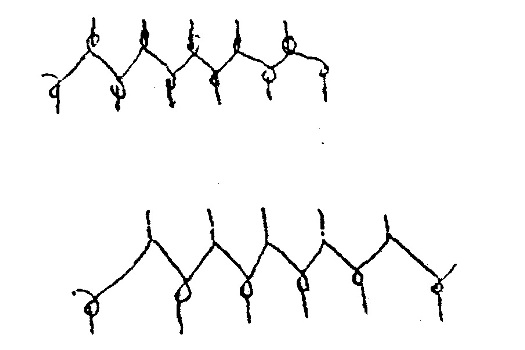
Şekil 13: Haroşa örgü makinesinda ilmek oluşumu
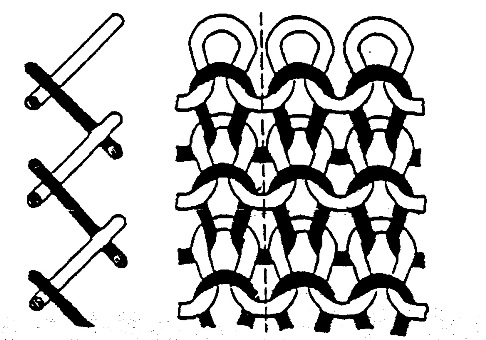
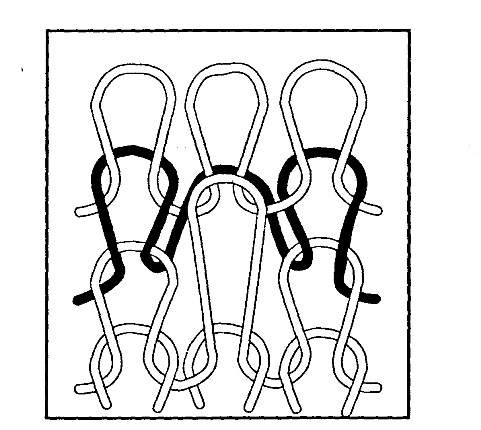
ŞEKİL 14: 1x1 HAROŞA ÖRGÜNÜN YAPISI
3-2 DÜZ ÖRME MAKİNALARININ TANIMA ÖLÇÜLERİ
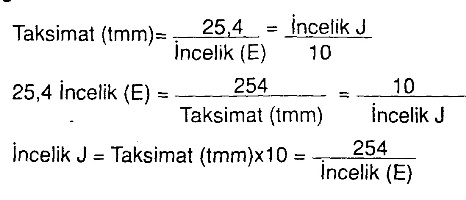
3-2-1 Makine Taksimatı ve Makine İnceliği
3-2-1-1 Makine Taksimatı (tmm)
Düz örme makinelerinde makine taksimatı (veya iğne taksimatı) “t” sembolü ile gösterilmekte olup, yan yana çalışan iki iğnenin eksenleri arasındaki mesafedir. (Şekil 14 )
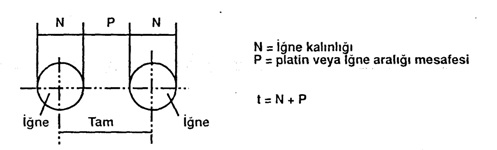
ŞEKİL 15: MAKİNA TAKSİMATI
Taksim (t) mm olarak verilir.
3-2-1-2 İngiliz Makine İnceliği (E)
Düz örme makinelerinde İngiliz makine inceliği “E’ sembolü ile gösterilip 1 İngiliz inçi (1 inç=25,4 mm) mesafesinde (genişliğinde) bulunan iğne sayısıdır.
İncelik (E) =iğne sayısı/1 inç (25,4)
3-2-1-3 İsviçre Makine İnceliği (J)
İsviçre incelik sisteminde makine inceliği “J” sembolü ile gösterilmekte olup, iğne taksimatının (t) katı olarak alınır.
İncelik (J) = Taksimat (tmm)xl0
ŞEKİL 16: MAKİNA İNCELİĞİ
Makine taksimatı ile İngiliz ve İsviçre İncelikleri arasındaki bağıntılar.
3-2-2 Çalışma genişliği
Düz örme makinelerinin büyüklüğü çalışma genişliği ile tanınır. Çalışma genişliği, iğne yatağındaki her iki (sol ve sağ) yandaki kenar iğneleri arasındaki mm cinsinden mesafe olarak tanımlanır. Çalışma genişliği, düz örme makinesinin örme için kullanılan bölgesinin genişliğidir.
Düz örme makinelerinde en çok mm cinsinden şu şekildedir.
- Üst giyim için (kullanılan) sabit kumaş genişliğinden çalışan mekanik kumandalı düz örme makineleri
1300,1350, 1400, 1500, 1540, 1550, 1600, 1650, 1680, 1700, 1750, 1800, 1830, 1900, 2000, 2050
- Üst giyim için sabit kumaş genişliğinde çalışan elektronik kumandalı düz örme makineleri
1220, 1420, 1620, 1650, 1830, 1850, 2000, 2050, 2060, 2100, 2150, 2300, 2500
- Küçük şekilli örme parçaları(fulI-fashion) için çalışan makineleri.
1010, 2100, 2150, 2x61,2x760, 2x760,2 x910,2 xl000
Makineda çalışan toplam iğne sayısı ve iğne taksimatı cinsinden çalışma genişliği;
Çalışma genişliği (ÇG, mm)=(Toplam iğne sayısı-1)xTaksimat (tmm)
3-2-3 Çalışma Hızı (Vç)
Düz örme makinelerinde çalışma hızı şu faktörlere bağlıdır:
1. Makinenin çalışma prensibine (RR veya LL)
2. Makinenin desenlendirme tertibatlarına (Jakar tertibatı vb.)
3. Örme kumaşın örgü ve desenlendirmesine (zemin örgü, aktarmalı desen vb.)
4. İpliğin ham maddesine ve özelliklerine Düz örme makinelerinde çalışma hızları ayarlanabilir. Bazı makineler için çalışma hızları (m/s olarak)
Ø RR- Düz örme makineleri 1,4 m/s ye kadar
Ø RR- Jakarlı-düz örme makineleri 1,2 m/s ye kadar
Ø LL- Jakarlı-düz örme makineleri 0,8 m/s ye kadar
En çok kullanılan 2000 ve 2050 mm çalışma genişliğindeki düz örme makinelerinde dakikada kızak hareketi (kurs/dak)
Ø - RR- Düz örme makineleri 38 kurs / dak.
Ø - RR- Jakarlı düz örme makineleri 26 kurs / dak.
Ø - LL- Jakarlı düz örme makineleri 18 kurs / dak.
3-2-4 Sistem Sayısı (Çalışma Yeri Sayısı) (SS):
Düz örme makinelerinde sistem denilince; kızak üzerinde bir veya yanyana birden fazla düzenlenmiş örme kilidi düzeni anlaşılır. Başka bir deyiş ile; bir örme sırası oluşturan bağımsız kilit düzenine SİSTEM adı verilir.
Sistem; çalışma yeri veya beslenme yeri olarak da adlandırılır. Düz örme makineleri günümüzde 6 sisteme kadar üretilmektedir.
Bunun yanında düz-yuvarlak (eliptik) örme makinelerinde çalışan sistem sayısı 15 ila 30 arasındadır.
Düz örme makinelerindeki sistem sayıları şöyledir.
Ø Düz-el örme makineleri: 1 sistem
Ø Motorlu düz örme makineleri: 1 ve 2 sistem
Ø Mekanik kumandalı jakarlı: 1,2,3,4,5,6,8 sistem düz örme makineleri
Ø Elektronik kumandalı jakarlı düz örme makineleri: 1 ,2,3,4,5,6,8 sistem
Ø E1 kumandalı çok parçalı (Full-Fashion) üretim yapan düz örme makineleri:1,2 ve 3 siştem
3-2-5 Düz Örme Makinelerinde Kullanılan iplik Numaraları
Düz örme makinelerinde kullanılan iplik numaraları, makinedeki iğne taksimatı (tmm) ve makine inceliğine (E) bağlıdır.
Bununla birlikte özel görünüşlü veya özel örgülü örme kumaşları elde etmek için örgüye bağlı olarak, ipliklerin cinsine göre iplik numaralarının kullanım aralıkları oldukça farklıdır.
Aşağıdaki tablolarda iplik numaraları desitex (dtex) cinsinden verilmiştir. Bu numaralama sistemi 10 000 metre İpliğin gram olarak ağırlığıdır.
Desitex (dtex) = 10 x Titertex (ttex) = 1 gr/10000m
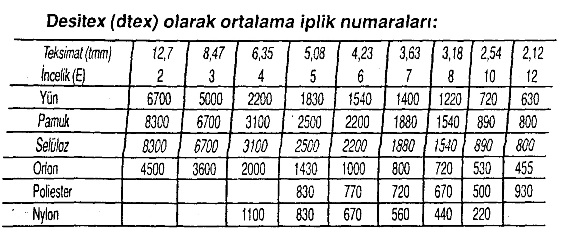
tablo 2
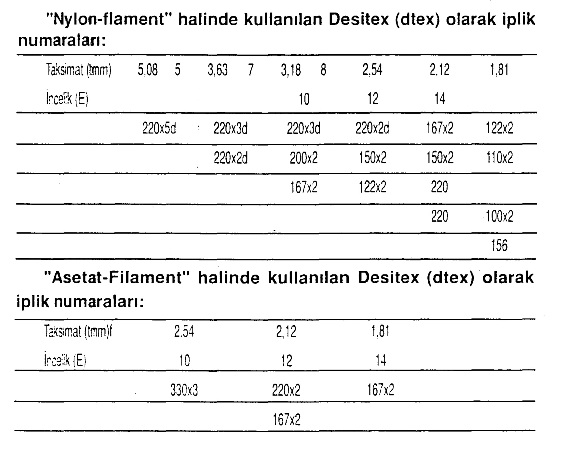
tablo 3
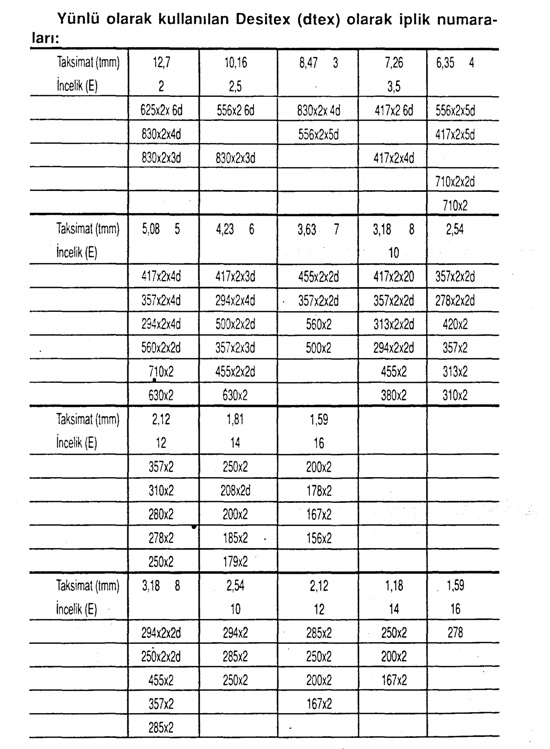
tablo 4
3-3 ATKI TRİKO KUMAŞLARIN TEMEL ÖZELLİKLERİ
Atkı triko kumaşların özelliklerini kullanılan iplik, ipliğin örme sırasındaki durumu, kullanılan makinenin numarası ve örme sırasındaki uygulanan gerilimler etkilemektedir.
Gerek örülen kumaşın yumuşaklığını sağlamak, gerekse ipliğin örme sırasında kolayca ilmek biçimine girerek kendi üzerine kıvrılmaması için örme ipliklerinde daha az büküm kullanılır ve yumuşak bobin yapılır. İpliğin bobinden kolayca sağılabilmesi için konik bobin kullanılır. İplik ve iğneler arasındaki sürtünme örme işlemini güçleştiren ve iğne hareketini bozan bir etkendir. Bu gibi durumları önlemek için bobin sarma sırasında iplik su ya da diğer uygun maddeler kullanarak kondüsyonlanır.
Triko kumaşlarda kumaşın mekanik özelliklerini ilmeye giren iplik uzunluğu, iplik bükümü ve örme sırasında iplik ve kumaşa uygulanan gerilimler belirlemektedir.
3-3-1 ATKI ÖRME KUMAŞLARININ YAPISAL ÖZELLİKLERİNİN BELİRLENMESİ
Triko kumaşların yapısını ilmeklerin birbirlerine göre durumları ve ilmeğin medyana geliş biçimi oluşturmaktadır. Kumaş dokusunu oluşturarak triko kumaşların dokusal özelliklerini belirleyen bükümlük ve biçimleri, ilme sıklığı ve örgü cinsidir. Bütün bu parametreler birlikte triko kumaşların oldukça farklı olan mekanik özelliklerini etkilemektedirler. Diğer taraftan da bu paramentreler arasında bazı bağıntılar bulunmaktadır. Bu bakımdan triko kumaşlarda da kumaş yapısının geometrik özelliklerini inceleyerek kumaşın dokusal özelliklerini belirleyen parametreler arasında da bazı bağıntılar bulma olanağı vardır. Bunun için öncelik ile bu parametrelerin nasıl belirlenecekleri açıklanabilir.
İpliğin kalınlığı, iplik çapı olarak ve iplik çapını iplik numarası cinsinden veren formüller ile belirlenebilir. İlme büyüklüğü ise; bir ilmiğe giren iplik uzunluğu (1) yada kısaca ilme uzunluğu olarak belirlenmektedir. İlme sıklığı, yatay önde birim uzunluktaki ilme sayısı olan santimetrede diş sayısı, düşey yönde birim uzunluktaki ilme sayısı olan santimetrede sıra sayısı ile belirlenmektedir. Ayrıca santimetre karedeki ilme sayısı tanımlayan bir ilme sıklığı tanımlanacak olursa,
S Sıra sayısı x diş sayısı. (1)
formülünden faydalanabiliriz. Kumaşta sağlanan örtme ve ilmenin biçimi bu büyüklükler cinsinden aşağıdaki 4 boyutsuz katsayı ile belirlenmektedir.
ks = sx1.(2)
kc = sıra sayısı x 1 c x 1
kw = diş sayısı x 1 = w x 1
R = kc/kw
R= İlme biçimi faktörü olarak tanımlanabilir.
Düz örgülerde birçok değişik kumaşlarda yapılan hesaplamalardan bu katsayılar için şu değerler bulunmuştur.
ks= 23,1+1,0
kc=5,5+0,2
kw=4,2+0,l
R = 1,3 +0,05
Bu sonuçlardan anlaşılacağı gibi atkı örme kumaşların geometrisi büyük ölçüde belirli olup iplik çapı dışında normal şartlar da makine ve hammadde ile ilgili değişken etkisinde kalmaktadır. Ancak iplik çapına değişik kumaşlarda ilmeklerin sağladıkları örtme farklı olup, makine ayarına bağlı olarak kumaşın sertliği makinedan ilk çıkarıldığında normal ölçüler dışında olabilir. İlme uzunluğu belirli bir biçimi olan ilmenin alanını belirleyen bir parametre olduğuna göre, ilmenin kumaşta sağladığı örtme, aşağıdaki formülde verilen bir faktörü ile belirlenebilir.
CF=1/1N N: dolaylı sistemde iplik numarası
Eğer formülü daha doğru bir biçimde yazmak istersek;
CF= dx1xs
Formülü ile (1) ve (2) numaralı formüllerden
CF= kxks/1N ... (3)
Formülü elde edilir. Buradaki ipliğin cinsiyle ilgili, bir katsayıdır. Kumaşın normal şartlarda tam stabil olduğu durumdaki sertliği ise Standart Sertlik Faktörü
STF = ksxTeks .... (4)
Formülü ile ifade edilmektedir. Bu formül bize kumaşta standart ilmek sıklığının ne olması gerektiğini göstermektedir. Örme kumaşların önemli bir özelliği makinedan çıkarıldıktan sonra dengeli ve stabil bir hale gelme eğilimindedir. Bu bakımdan özellikle yünlü örme kumaşların apre işlemleri sırasında iplikteki gerilmeler tamamen ortadan kalkarak kumaş enden ve boydan çeker.
Bazı durumlarda kumaşın dönmesi yada kumaşın düşey çizgisinin bir açı yapması olayına da rastlanır. Bu nedenle standart sertlik faktörü önemli bir parametre olmaktadır. Hemen hemen bütün örme konstrüksüyonlarında dokusal özellikleri belirlemede yukarıda açıklanan parametreler kullanılabilmektedir. Ancak boyutsuz katsayılar kumaş yapısına bağlı olarak değişik değerler olacaktır.
3.3.2- İLMEK BOYUNUN ETKİSİ
İlmek boyu, ilmek büyüklüğünün ana parametresidir ve dengeli bir kumaş yapısı elde etmek için iplik numarası ile uygun düşmesi gerekir. Bu olmaz ise kumaşta istenen örtme sağlanamayacak ve kumaş aprede aşırı çekecek ya da bunun tersi olacaktır. İlmek boyunu örme sırasında her ilmeğin oluşması için makineye her ilmeğin oluşturması için makineye beslenen iplik uzunluğu belirler. Bu da hem makinede kullanılan iğnelerin aralıklarına, hem de iplik gerilimine ve iğnenin ilmeği bir öncesi ilmeden geçirirken yaptığı aşağı doğru hareketin uzunluğuna bağlıdır. İğne aralığı yada iğne Sıklığı “makine numarası” olarak tanımlanır. Ve inç’teki iğne sayısı belirlenir. Makine numarasına göre uygun numara iplik kullanılması önemlidir.
Gerilim, beslenme noktasındaki gerilim özellikle yünlü örme kumaşların apre işlemleri sırasında iplikteki gerilimler tamamen ortadan kalkarak kumaş enden ve boydan çeker. Bazı durumlarda kumaşın dönmesi ya da kumaşın düşey çizgi kontrol aparatları düzenlenmekle beraber, örülen kumaşa asılan ağırlıklar yada gerilimde ilmek boynunu etkileyecektir. Ancak bu kumaşa dengesizlik yarattığında yıkama sırasında kumaşın çok fazla çekmesine neden olur.
3-3-3- BÜKÜM VE KUMAŞ YAPISININ ETKİSİ
Eğer iplikteki büküm stabil değil ise, atkı örme kumaştaki ilmekler bir yöne yatarlar. Bunun sonucu, düşey yönde alt alta dizilen ilmekler sıralarla açı yapacak biçimde yer aldıklarından kumaşta bir dönüklük ortaya çıkar. Kumaş yıkandığında bu dönüklük artar. Bunu önlemek için büküm tespiti yanında iki S bükümlü ipliğin Z büküm vererek bükülmesi ile elde edilen çift kat iplik yada örme sırasında bir sıra S bükümü bir sıra Z bükümlü iplik kullanılabilir. Birden fazla iplik besleme noktasının bulunduğu makinelerde ise ilmek sıraları yatay!a beslenme sırasına göre belirli bir açı yaparlar. Ancak bu önemli değildir. Atkı örme kumaş yapısının doğurduğu istenmeyen bir başka durumda kumaş kenarlarının kıvrılmasıdır. Bu daha çok düz makinelerde örülen kumaş apresi sırasında sakıncalı olur. Özellikle düz örgüde kumaş kenarlarının aşırı kıvrılması ile görülür.
3-4- STOLL C.M.S. TİPİ MAKİNALARIN TEMEL ÖZELLİKLERİ
3-4-1- CMS 440
TEKNİK BİLGİLER
Semer Adedi : 1
Sistem Sayısı : 4
Tarak Eni : max 230cm (90)
İncelikler : E 4,5,7,8,10,12
Makine No Değiş : E4 – E12
İğne kullanım aralığı : E4<>ES/E10<>E12
İkili Mekik Rayı Adedi : 4
Mekik Sayısı : 16
Bobin Tablaları : 12X3 BOBİN
Yan Yergiler : 12 (her kenarda)
Elektrik Sarf iyatı : 1,9 kw
Basınçlı Hava/dak : 280
Basın : 5 bar
Brüt Ağırlık : 2950 kg
Net Ağırlık : 2200 kg
Yerleşim Alanı (en) : 455cm
CMS 440 çok yönlü olarak kullanılabilir. Bir, iki yada üç parçalı çalışmada dört sistemli CMS 440 ağırlıklı olarak bedene ölçüleri belirlenmiş parçaların bu ölçü aralıkları içerisinde örgüsünü yapar. Burada modern örgüler için gerçek bir yüksek performans makinesidir.
CMS 440 her türlü desen isteğinize cevap verebilir. Örneğin; Jakarlı desenler, aktarmalı, ajurlu, saç örgütü desenler aran motifleri ve aynı zamanda intersiya ve üç boyutlu kabartma örgüler ve yama motifleri. Tüm bu desenler form örgü tipinde arttırmalı ve eksiltmeli olarak yapılabilir.
CMS 440’ın dört örgü sistemi özellikle 4 renk jakar, aktarmalı üç renk jakar ve linksli desenlerin üretiminde optimum üretim performansını gösterirler. İntersiya mekikleri ile bir sırada 16 renge dek intersiya örgüleri gerçekleştirebilir. Ve desene göre en fazla 32 renge dek intersiya desenler gerçekleştirilebilir.
Çalışma genişliği ve may basıcıları desenli konfeksiyonun hazır kazakların üretimini mümkün kılmaktadır.
3-4-2 CMS 430
TEKNİK BİLGİLER
Semer Adedi : 1
Sistem Sayısı : 3
Tarak Eni : max230 (90)
İncelikler : E4,5,7,8,10,12
Makine No Değ : EV-E12
İğne Kul. Aralığı : E4-E8/E10-E12
İkili Mekik Rayı Adedi : 4
Mekik Sayısı :14
Çardak Adedi : 24
Bobin Altlığı : 24
Yün Gergiler : 12 (her kenarda)
Elektrik Sarfiyatı : 1,9 kw
Basınçlı Hava’daki : 280
Basınç : 5 bar
Brüt Ağırlık : 2800KG
Net Ağırlık : 2000KG
Yerleşim Alanı : 425cm
Üç sistemli CMS 430 optimum üretim performansını üç renkli jakar veya aktarmalı iki renkli jakar veya desenlerde gösterilir. Bu yüksek örgü performansına her sistemde örgü veya aktarma yapılabildiğinde jakar kırmalı desenlerde de ulaşılabilir.
Üç örme sistemi eksiltme üretimine optimum uyum gösterdiğinden CMS 430 desenli fully- fashion örgüleri de ekonomik olarak üretir.
Makine aynı zamanda aktarmalı, saç örgülü, aran desenli veya uç boyutlu kabartma örgüler gibi CMS’nın bilinen diğer desenlerini de yapabilir. Bu sırada 12 renge dek olan intersiya örgüler intersiya mekikleri ile örülür. Burada motife bağlı olmaksızın desende toplam 24 renk çalışabilir. Hızlı reaksiyon gösteren adım motorları ile her sistemde desene bağlı oralar aynı anda 16 değişik ilmek boyutu ile örgü yapılır.
3-4-3 CMS 422
TEKNİK BİLGİLER
Semer Adedi : 2
Sistem Sayısı : 2x2
Tarak Eni : 2x110/230 cm (90)
İncelikler : E4,5,7,8,10,12
Makine No Değ : E4 <-> E12
İğne Kul. Ara. : E4 <> E8/E10 <--> E12
İkili Mekik Rayı Adedi : 4
Mekik Sayısı : 16
Çardak Adedi : 32
Bobin Tablaları : 12X3
Yan Gergiler : 12
Elektrik Sarf iyatı : 1,9kw
Yardımcı Çekim : programlanabilir
Basınçlı Hava/dak : 300
Basınç : 6,5bar
Brüt Ağırlık : 3050kg
Net Ağırlık : 2000kg
Yerleşim Alanı (en) : 495cm
CMS 422 iki sistemli bir tandem makinenin özelliklerini 4 sistemli bir makinenin avantajları ile ideal bir şekilde bir araya getiren bir makinedir.
İki parçalı yerleşim ve 2x2 tandem çalışma düzeninde her türlü FF formundaki tüm fully fasion örgüler yüksek üretim kapasitesi ile üretilir. Özellikle aktarmalı örgüler, saç ve aran motifleri ve üç boyutlu kabartmalı örgüler, Üretim süreleri burada dikkate değer şekilde değişmektedir.
4 sistemli çalışma durumunda 230 cm tarak eni ile kullanılabilmesi gibi özellikleri CMS 422’nin optimum bir kullanım aralığına sahip olması sonucunu doğurmaktadır.
Böylece dört renk jakarlı ve aktarmalı üç renk jakarlı desenlerde ve aynı şekilde jakar kırması olmayan linksli desenlerde yüksek bir üretime sahiptir. İntersiya örgüler içinde semer birleştirilebilir ve instersiye mekik eri ile bir sırada en fazla 16 renge dek örgü yapabilir. Burada desene, çalışma biçimi ve iğne dağılımına göre tüm desen boyunca 32 renge dek çıkmak mümkündür.
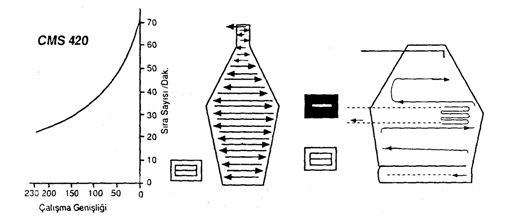
3-4-4- cms 420
TEKNİK BİLGİLER
Semer Adedi :1
Sistem Sayısı :2
Tarak Eni :max.230(90)
İncelikler :E4,5,7,8,10,12
Makine No Değiş :E4-E12
İğne kullanım Ar. :E4-ES/E10-E12
İkili Mekik Rayı Adedi :4
Mekik Sayısı :14
Bobin Altlığı :24
Yan Yergiler :12 (her iki kenerda)
Elektrik Sarf iyatı :1,9kw
Basınçlı Hava/dak : 280
Basın : 5,0 Bar
Brüt Ağırlık : 2800 kg
Net Ağırlık : 2000 kg
Yerleşim Alanı (en) : 425 cm
İkili örgü sistemi ile CMS 420 parça boyutunda desenli bedene ve kol parçalarının üretimi için çok amaçlı bir makinedir. 230 cm’lik tarak eni enine örülmüş kabartma desenli eteklerin çalışma aralığı ayarlanması ile kısa zaman aralığı içinde üretime imkan verir. Bu CMS özellikle iplik tipi iki sistemli çalışmayı gerektirdiğinde temel örgü tiplerine haiz örgülerin üretiminde de uygundur.
CMS 420 tüm CMS desenlerini (örn: jakar kırmaları, aktarmalı desenler, saç örgüsü ve aran deseni) örebilir. Basit intersiya örgüler normal mekikler ile örülür.
Bunların haricinde CMS 420 çevik yapısı sayesinde yaka, desenli kenar patları ve bordürleri bir, iki veya çok parça olarak üretebilir.
3-4-5- BİLGİSAYAR SİSTEMİ PROGRAMLAMA VE KONTROL
CMS örgü makinelerinin sahip olduğu yarının teknolojisi kendini özellikle programlama alanında gösterir.
Otomatik örgü standart olarak her CMS’in sahip olduğu bir sis temdir. Jakar deseninin hazırlanması esnasında zamanda örgü emirlerinde verilmesi ile makinenin bilgisayarına kumanda edilecek bilgilerde oluşur. Böylece örgü sistemlerinin otomatik sıralanışı ile en verimli çalışma sırası ve serbest, iplik programlama ile üretim artar.
Ayrıntılı örgü tekniği gerektiren durumlarda bildiğiniz Sintral program sistemi halinde kullanılmaktadır. Tp (test program) emri ile program hatalarını gösteren otomatik bir örgü testi yapılır.
Örmeci tarafından klavye ve ekran ile veri kontrol birimleri arzu edilen bölgelere yerleştirilir. 32 satırlı ekran semerin o anki hareketi için örgü programı, sistem verilerini ve ayarlarını gösterir.
Kullanım verileri ve duruş sebepleri örmeciye makinenin duruş sebebinin uzun zaman araştırılmaması için ekranda yazılı olarak gösterilir. Aktüel üretim durumu görülür. işletim verilen depolanır ve bi rapor olarak alınabilir.
CMS’nin bilgisayar kontrolü pek çok işlemci ile sağlanır. Bunlar bilgileri örgü programından alırlar. Sistemi oluşturan birimler ve yazılım iğne seçimi, ayar pozisyonları ve değişken semer çalışma aralığı gibi tüm işlemlere otomatik ve proses kontrollü olarak
kumanda ve kontrol eder. Mekikler otomatik olarak tüm bedenler için doğru olarak yerleştirilir. Form örgü de mekikler örgünün formunu takip ederler.
3-4-6- ÖRGÜ HAFIZA KARTI
Yeni örgü hafıza kartı ile örgü programları bir kaç saniye içinde hafızaya okutulur.
Bunun için örgü hafıza kartının yalnızca kart adaptörüne sokulması yeterlidir. CMS üzerinde yapılan örgü programları bu şekilde daima aktüel biçimde korunmuş olarak saklanır. Ekrandaki kullanıcı erişim bilgileri arzu edilen programlama direkt ulaşımı basitleştirir.
Örgü hafıza kartında birden fazla örgü programı saklanabilir. Seçime bağlı olarak 256- K- Byte (standart) ve 1 M-Byte’lık kartlar mevcuttur. Desen bilgileri aküsüz sürekli olarak saklanabileceğinden kartlar arşivleme görevini de üstlenmektedir.
3-4-7- ONLİNE KUMANDA
Tüm CMS’ler online-kumanda için seri olarak donatılmış olup merkezi sistem ile SIRIX üzerinde kumanda ve kontrol edilebilirler. Makineler ve SIRIX bunun için ara sistem SELAN aracılığı ile birleştirirler. Böylece örgü programları bir hat üzerinde CMS’ye okutabilir ve işletim ve performans verilen üretim raporu olarak yazılı alınabilir. Aktüel üretim durumu bir çizelge olarak görülebilir ve böylece tam bir üretim kontrolü sağlanabilir.
3-4-8- SEMER VE ÖRGÜ SİSTEMLERİ
Semer, örgü sistemleri ve sıklık ayarları otomatik ve vuruşsuz olarak kumanda edilir. Çeliklerin üzerinde olduğu plakalar ön ve arkadan birer semer plakasına bağlanmış olarak yekpare bir parça oluştururlar. Her sistem diğerlerinden bağımsız şekilde üç yol tekniği ile örgü veya ilk yöne de aynı zamanda aktarma yapılabilir. Bu sis temle dolu iğnede aktarma da yapılabilir. Çalışmayan iğnelenin topukları plaka içine gömülür.
3-4-9- İLMEK OLUŞUMUNU SAĞLAYAN PARÇALAR
Belirli çalışma alanı içinde vuruşsuz çalışmayı sağlayan yeni stoll örgü tekniği ile ilmek oluşumu işlemi ile may bastırma fonksiyonları örgünün görsel özelliklerini arttırmak için birbirinden ayrılmıştır. İki iğne yatağına da ilmeklerin oluştuğu maylar yerleştirilmiştir. May basacakları ilmek oluşunun kontrolünü üstlenir ve örgüyü daha güvenli hale getirmiştir. İğne dillerinin kendi başlarına açılmaları aktarma esnasında problemsiz ilmek transferini ve 3 boyutlu kabartma örgülerin üretilmesini sağlar. Maylar may basıcıları ve yaylı iğneler yardımı ile boş iğneler üzerinde örgüye başlanabilir ve parça çekimi olmaksızın örgü yapılabilir. Stoll may basıcılarının iki iğne yatağında birden desenlerin ve 3 üretilebilmelerini çalışması çift plaka üzerinde 3 boyutlu kabartma boyutlu aplikasyonları olan intersiya örgülerin sağlamaları sebebi ile avantajlıdır. Bu teknik tüm dünyada tanıtılmış olup Avrupa, ABD ve Japonya’da patenti alınmıştır.
3-4-10- MOTOR
Semer hareket aralığına bilgisayar tarafından otomatik olarak kumanda edilir ve örgüye bağlı olarak optimize edilmiştir. Yani semer aralığı. otomatik örgü aralığı ve desene bağlı olarak optimize edilmiştir. Bu sebepten dolayı semer iğne yatağı üzerindeki her nokta üzerinden dönebilir ve yalnızca o anda üretim yapılan alan üzerinde çalışır.
Hız sabit durumda yavaş hareketten maximum 1,3 m/sn’lik yüksek performansına dek adımsız olarak seçilebilir.
3-4-11- JAKAR KIRMA
Jakar kırma ile arka iğne yatağı 100 mm kaydırılabilir. E12 inceliğinde bu 48 iğneye karşılık gelmektedir. İpliğe ve gerilme özelliğine bağlı olmak üzere ölçüm sistemi jakar kırma pozisyonunu kontrol eder. Ek olarak belirli örgü tipleri için fazla jakar kırma veya geriye jakar kırma programlanabilir.
şekil 17
3-4-12- PARÇA ÇEKİMİ
Yeni parça çekim motoru çok hassas olarak çalışmakta olup yeni örgü tekniklerinin el deseni mümkün kılmaktadır. Örgü tipi ve iğne sayısı da göz önüne alınarak parça çekimi kuvve tine otomatik olarak kumanda edilir. Merdane çekimini sınıflanması ve belirli bir sebep ile merdaneye geriye doğru hareket vermek münkündür.
Merdanenin açılıp kapanması bir düğmeye basmak sureti ile motorize olarak gerçekleşir. Parça sensörlerı çalışmayı kontrol ederler. Merdane altı ışıklandırılmıştır.
Ek tertibat olarak parçaların sarılmasını sağlayan bir parça sarım sistemi bulunmaktadır. Tandem kafalara ayrılmış şekilde makineler programlanabilir bir yardımcı çekim ile çalışmaktadırlar. Direkt olarak mayların altında ilmekler daha erken yakalanıp çekilirler. integral örgüler ve dik arttırmalı örgüler optimum şekilde çekilir.
Dar enli makineler ekonomik form örgü üretimini kısa çalışma süreleri içinde gerçekleştirilir ve konfeksiyona hazır örgü düşürülmesinden önce iplik ilk önce manda tarafından tutulur. Ve daha sonra örgü kenarında kesilir. Yeniden başlamak için çekim tarağının dişleri düşürme sırasını yakalar.
3-4-13- İNTERSİYA MEKİKLER
Yeni CMS makine serisinde yalnızca STOLL intersiya mekiklerinin makineye yerleştirilmesi ile en kısa sürede CMS kusursuz bir intersiya maki nesine dönüştürülebilir.
İntersiya mekiğin çalışma aralığı örgü programı tarafından belirlenmiş olup açılıp kapatılır. İntersiya mekikler otomatik olarak kendi renk alanları içinde çalıştıklarından makinecının makineye mekik stoperi yerleştirilme sine gerek yoktur.
3-4-14- VANİZE MEKİKLER
Yeni stoll vanize mekiklerinde zemin ve vanize iplikleri ayrı ayrı iğne ağzına yerleştirilir ve iki iplik de doğru açılar ile taşınır. Böylece vanize ipliğinin güvenli şekilde gizlenmesi sağlanır.
3-4-15- İPLİK BESLEME
İplik belsem sistemi kullanıcıya çalışma kolaylığı ve çok amaçlı bir kullanım olanağı sağlamak için tasarlanmıştır. Açık gözler ve ipliğin direkt olarak yerleştiği iplik üretim çubuğu CMS’ye iplik bağlamayı hızlandırmaktadır. Dört adet mekik rayı üzerindeki mekikler yalnızca herhangi bir çalışma genişliği içinde çalışır ve semer tarafında desene göre yerlerine taşınırlar. CMS gerekli mekikleri kendi başına yerlerine alır.
Kenarlara yerleştirilmiş yan gergiler örgü kenarındaki patlakları önler. Farklı örgü uzunluklarının karşılaştırılması ve problemli iplikler ile daha iyi çalışabilmesi için ek bir sistem olarak fürnisörler geliştirilmiştir. İntersiya örgülerin üretimi için yalnızca makineye intersiya mekiklerin takılması yeterlidir. Bunlar CMS makinelerinin birer intersiya makinesi olmalarını sağlamaktadır.
3-4-16- DESEN
1-) Temel örgü yapıları - Lastikler, Lastik Başlangıçları, Otomatik Lastik Programları,
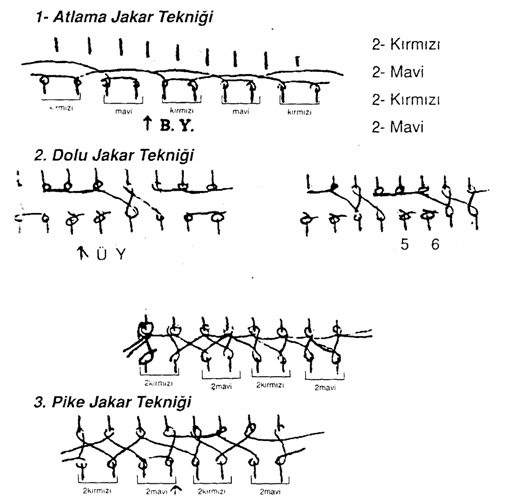
2-) Jakarlı Örgüler ;
a-) Ataklama Jakar
b-) Dolu Jakar
c-) Pike Jakar
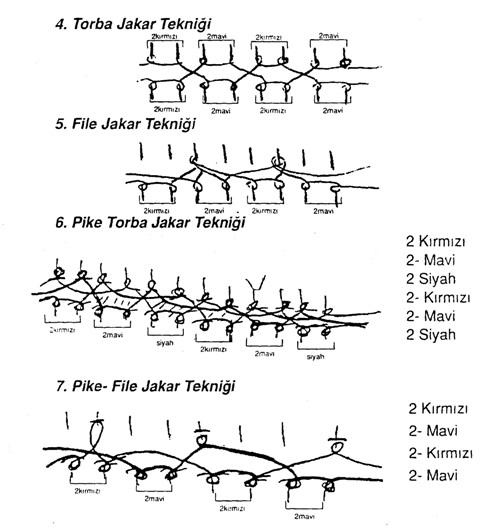
d-) Pike-Torba Jakar
e-) Torba Jakar
f-) File Jakar
g-) Pike-Fila jakar
3-) Yapısal Desen Teknikleri
a-) Ajur Tekniği
b-) Saç Tekniği
c-) Düz-Ters ilmek tekniği
4-) İntersiya
5-) FulIy-Fashion
3-4-16-1 JAKARLI DESEN TEKNİĞİ
3-4-16-2 - YAPISAL DESEN TEKNİKLERİ
1. Düz- Ters (Links’li) Yapısal Desen Tekniği
2. İlmek Taşınması Tekniği ile Yapısal Desen Elde Etme
3- İlmeklerin Yer Değiştirmesi Tekniği ile Yapısal Desen Elde Etme
3-4-17- İĞNE SECİMSİZ KUMAS YAPILARI
1-) DÜZ ÖRGÜ
Sadece düz ilmekler ile oluşan ve makinenin önünde görülen kumaş yapısıdır.
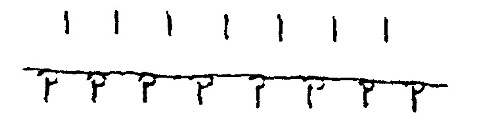
2-)TERS ÖRGÜ
Ters ilmeklerle arka iğne yatağında oluşan kumaş yapısıdır.
3-) BORULU ÖRGÜ
Ön ve arka iğne yatakları birbirinden ayrı olarak kumaş oluşturur.
4-) İKİ RİBANA ÖRGÜ (LASTİK)
Bütün iğnelerin ve her iki tarafındaki kamların uyumlu çalışması ile oluşmuş kumaş yapısıdır.
5-) YARIM PLİSE (ASKI)
Rib. esaslı kumaşlar içinde büyük numara ile plise ilmekler yaparak ağır, geniş ve yumuşak kumaşlar elde edilir.
6-) TAM PLİSE (ASKI)
Tam plise ilmeklerden oluşan yapı yarım pliseden daha ağır, daha geniş ve esnektir.
7-) ASKILİ TAM PLİSE
Karşılıklı askıların tam plise konstriksiyonu ile arka yataklardan ön yataklara tam kurs hareketinde taşınması İle oluşur.
8-) TERS İLMEKLİ ÖRGÜ (LİNKS)
Terk Orgu V yataklı makinelerde basit ilmeklerin bir yataktan diğer yatağa aynı formda transferi ile ters ilmekler yerine geçmesi ile oluşur.
3-4-18- iğne seçimli kumaş yapıları
1-) DİREKT İĞNE SEÇİMİ
Her iki yatağında oluşmuş l x l Ribten ayrı bütün Rib yazılı örgülerdir.
2x1 Lastik (Rib.)
2-) İKİ RENKLİ JAKAR
Basit renkli jakar dizaynında örgü iki farklı ipliğin iğnelerinin seçilmesi ile ilk örgüyü oluşturması ve aynı zamanda eksik kalan ikinci boşlukların diğer renk ile doldurulmasıdır.
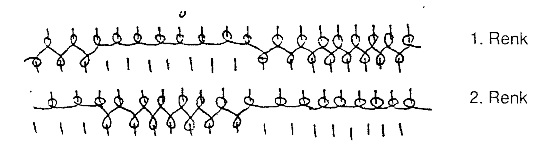
3-) DÜZ ÖRGÜDE Kİ RENK JAKAR
Jakar diğer kumaş dizaynları gibi tek iğne yatağında da yaptırılabilir.